


Свариваемость полимеров обозначает способность материала образовывать неразъемное соединение при определенном технологическом процессе. На сегодня изучено и применяется на практике, по большому счету, два типа технологий- это соединение двух полимерных изделий путем теплового или химического воздействия.
Тепловое воздействие – это процесс взаимодействия, по сути смешение массы участка детали с массой сопрягаемой детали, в стадии вязко-текучего состояния.
Химическая сварка (иногда называют «холодная сварка») основана на образовании химических связей между полимерными материалами. Материалы которые не поддаются тепловой сварке (реактопласты- например, стеклопластики) можно соединять путем химического воздействия соединяемого материала с присадочным материалом, близким последнему по химической активности.
Рассмотрим пока соединение полимеров с помощью теплового воздействия. Основной темой предлагается рассмотреть сварку полимерных труб. Виды сварки полимеров:
- Сварка контактная (встык).
- Сварка при помощи соединительных деталей с ЗН.
- Сварка трением и вибро-трением.
- Сварка излучением.
- Сварка в электрическом поле высокой частоты.
- Сварка термопластов ультразвуком.
- Сварка газовым теплоносителем.
- Сварка экструдируемой присадкой.

Некоторые из перечисленных технологий широкого применения не нашли из-за высокой дороговизны оборудования и энергозатратам. В основном приняты виды : контактная сварка, сварка с помощью электромуфт, экструзионная и газовым теплоносителем.
Важно знать: качественное и долговечное монолитное соединение двух термопластовых изделий, в нашем случае труб, возможно достичь только при образовании сварного шва с полной равнопрочностью с основным свариваемом материалом. Так сварка газовым теплоносителем – сварка прутком с прогревом зоны сварки горячим воздухом дает коэффициент равнопрочности не выше 0, 2. То есть 20% от прочности свариваемого материала. Экструзионная сварка обеспечивает не более 60% (или коэффициент равнопрочности 0,6).
Контактная сварка (сварка встык) и сварка деталями с электрозакладными спиралями при соблюдении всех технологических параметров обеспечивает равнопрочность.
Сварка встык основана на одновременном оплавлении при помощи нагревательного инструмента поверхности торцов труб и последующим их сопряжением. Этим способом соединяются трубы и детали при толщине стенки по торцам более 5 мм и температуре окружающего воздуха от минус 15 °С до плюс 40 °С. Технологический процесс проходит в следующей последовательности:
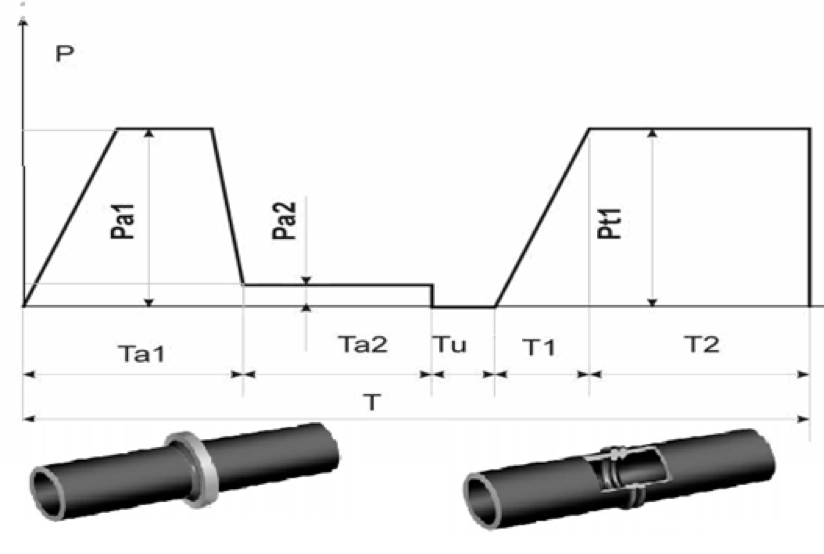
Рассмотрим процесс стыковой сварки по вышеприведенной циклограмме. На первом этапе предварительно обработанные торцы труб торцевателем сварочного аппарата прижимаются к нагревательному элементу с определенным усилием. Удельное давление сжатия торцов для полиэтиленов трубной марки составляет 0, 2 кГ / см2 для полипропилена 0, 15 кГ / см2 . Прогрев продолжается до образования первичного грата (небольшой валик по всему периметру контакта диаметром не более 0,5 мм). Далее давление снижается до 10% от первоначального. Это не позволит образоваться недопустимо большому грату. Далее в течении времени Tu, так называемой «технологической паузы» извлекается нагревательный элемент и соединяются торцы труб. Опять же с вышеуказанным распределенным давлением. Важно: технологическая пауза зависит от температуры окружающего воздуха- чем ниже температура тем короче должна быть «пауза»!
Немаловажной частью процесса является время выхода на непосредственно сварку – T1. Это время также нормировано. Слишком короткое может привести к захвату воздуха, и в конечном итоге, к браку сварки!. Время остывания сварного шва T2 также нормировано. Принудительное охлаждение недопустимо. Согласно Европейским исследованиям охлаждение зоны сварки до плюс 60С вполне достаточно для удаления сварочного аппарата и перехода к следующему стыку.
Часто задаваемые вопросы:
1. Можно ли сваривать встык трубы ПВХ?
Можно, но учитывая, что температура плавления у ПВХ близка к температуре разложения материала, то гарантировать долговечность соединения весьма проблематично. Что получается в самом сварном шве хлористый водород или непосредственно ПВХ – сказать с уверенностью не возможно.
2. Можно ли сваривать встык трубы из разных типов полиэтилена (ПЭ80 и ПЭ 100)?
Исследование ведущего института НПО "Пластик" допускают подобную сварку при условии, что значение показателя текучести расплава (этот показатель может сообщить завод-изготовитель труб) лежит в пределах 0,3- 1,1 г/10 мин.




